-


Model:
+86 131-4173-2687(WhatsApp)
+86 131-4173-2687(WhatsApp)
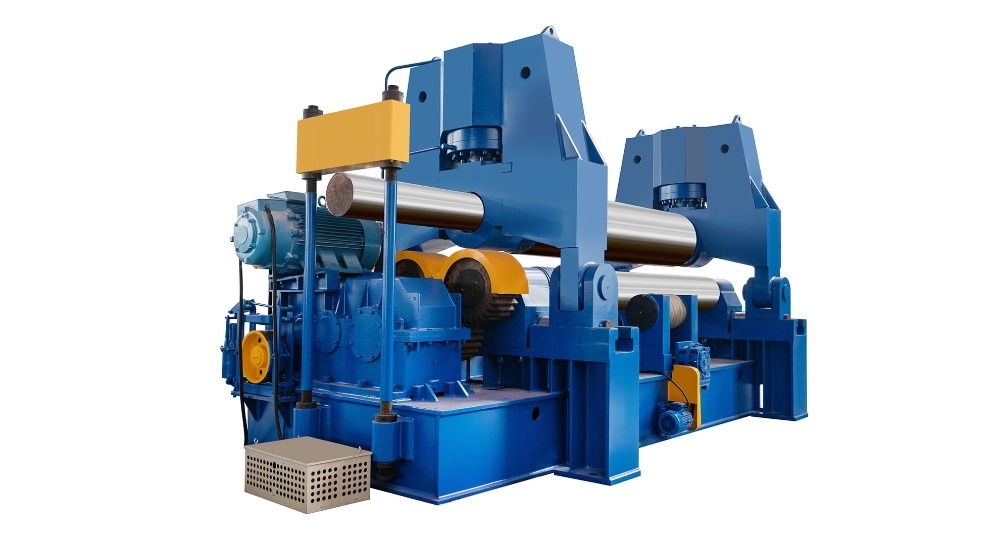
Paano ka nakahanay at mag -level ng isang plate rolling machine bago ang operasyon?
2025-10-24
Ang wastong pagkakahanay at leveling ay mga mahahalagang hakbang bago gumana a plate rolling machine . Ang mga hakbang na ito ay direktang nakakaimpluwensya sa kawastuhan ng mga pinagsama na bahagi, ang habang -buhay ng makina, at ang pangkalahatang kaligtasan ng proseso ng pag -ikot. Ang isang hindi wastong o hindi pantay na leveled plate rolling machine ay maaaring makagawa ng mga out-of-round cylinders, lumikha ng hindi kinakailangang stress sa frame at roll, at maging sanhi ng napaaga na pagsusuot ng mga mekanikal na sangkap.
Pag -unawa sa kahalagahan ng pagkakahanay at pag -level
Ang katumpakan ng isang plate rolling machine ay nakasalalay nang labis sa kung gaano kahusay ito naka -set up. Tinitiyak ng pagkakahanay na ang mga roller ay kahanay at maayos na nakasentro, na nagpapahintulot sa pantay na presyon sa buong plato. Ang pag -level, sa kabilang banda, ay nagsisiguro na ang base ng makina ay nakaupo nang pantay -pantay sa pundasyon, na binabawasan ang panginginig ng boses at istruktura.
Kapag ang makina ay hindi wastong nakahanay o na -level, maaaring mangyari ang mga sumusunod na problema:
- Hindi pantay na pag -ikot ng presyon: Nagiging sanhi ng isang bahagi ng plato na maging mas makapal o mas mahigpit na pinagsama kaysa sa iba pa.
- Out-of-round cylinders: Nagreresulta sa mga cones o ovals sa halip na perpektong pabilog na mga seksyon.
- Labis na pagsusuot sa mga bearings at rolyo: Dahil sa hindi pantay na pamamahagi ng pag -load.
- Nadagdagan ang pagkonsumo ng kuryente at ingay: Dahil ang mga rolyo ay nasa ilalim ng pilay.
- Nabawasan ang katumpakan at pag -uulit: Humahantong sa mas mataas na mga rate ng scrap.
Sa pamamagitan ng pagtiyak ng antas ng plate rolling machine ay antas at nakahanay bago ang bawat pangunahing operasyon o pagkatapos ng relokasyon, ang mga operator ay maaaring mapanatili ang pare -pareho ang pag -ikot ng kawastuhan at pagpapahaba ng buhay ng serbisyo sa makina.
Mga tseke ng paghahanda bago mag -level
Bago simulan ang proseso ng pag -align at leveling, maraming mga hakbang sa paghahanda ay dapat makumpleto upang lumikha ng isang matatag na pundasyon at matiyak ang kawastuhan ng pagsukat.
a. Suriin ang pundasyon
- Ang kongkreto na pundasyon ay dapat na solid, walang mga bitak, at sapat na makapal upang madala ang bigat at panginginig ng boses ng makina.
- Kung ginagamit ang mga bolts ng anchor, i -verify ang mga ito ay ligtas at nakaposisyon nang tama ayon sa plano sa pag -install.
- Linisin ang alikabok, langis, at mga labi mula sa ibabaw bago ang paglalagay.
b. Suriin ang paglalagay ng makina
- Posisyon ang plate rolling machine halos sa lugar gamit ang pag -aangat ng kagamitan o isang forklift.
- Tiyakin ang sapat na puwang sa paligid ng makina para sa pagpapanatili, pagpapakain, at paghawak ng materyal.
- Patunayan na ang batayan ng makina ay nakaupo nang pantay sa mga suporta sa pad.
c. Suriin ang mga pagtutukoy ng tagagawa
- Kumunsulta sa manu -manong pag -install para sa inirekumendang mga limitasyon ng pagpaparaya, mga puntos ng sanggunian, at mga pamamaraan sa pag -level.
- Ang bawat modelo ay maaaring magkaroon ng mga tiyak na kinakailangan sa pag -align, lalo na sa pagitan ng mga tuktok at ibaba ng mga rolyo.
d. Ipunin ang tamang mga tool
- Mga antas ng espiritu ng katumpakan (0.02-0.05 mm/m katumpakan)
- Mga tagapagpahiwatig ng dial at magnetic base
- Feeler gauge
- Mga tuwid na gilid at mga pinuno ng bakal
- Shim plate o leveling wedge
- Mga wrenches ng metalikang kuwintas
- Mga tool sa pag -align ng laser (opsyonal, para sa mga advanced na pag -setup)
Ang pagkakaroon ng tumpak na mga tool at isang malinis na kapaligiran sa trabaho ay nagsisiguro na ang mga pagbabasa ay maaasahan at ang mga pagsasaayos ay maaaring gawin nang may kumpiyansa.
Leveling ang base ng makina
Ang pag -level ng base ng makina ay ang unang pangunahing hakbang at nagsisilbing pundasyon para sa wastong pag -align ng roller.
Hakbang 1: Magaspang na leveling
- Ibaba ang plate rolling machine papunta sa mga mounting pad o base frame.
- Ayusin ang bawat sulok gamit ang mga shims o leveling screws hanggang sa maupo ang machine ng humigit -kumulang na antas.
- Gumamit ng isang mahabang antas ng espiritu na inilagay sa kama at sa buong frame upang kumpirmahin ang paunang flatness.
Hakbang 2: Fine leveling
- Ilagay ang antas ng katumpakan sa kama sa parehong mga paayon at transverse na direksyon.
- Ayusin ang leveling bolts nang paunti -unti, simula sa gitna at magtrabaho palabas sa mga sulok.
- Ang layunin ay upang makamit ang isang antas sa loob ng ± 0.02 mm bawat metro o tulad ng inirerekomenda ng tagagawa.
- Suriin muli ang mga pagbabasa pagkatapos ng bawat pagsasaayos, na nagpapahintulot sa oras para sa makina na tumira pagkatapos ng bawat pagbabago.
Hakbang 3: I -secure at i -verify
- Sa sandaling antas, higpitan ang mga bolts ng angkla o mga mani na unti -unting, alternating sa pagitan ng mga kabaligtaran na panig upang maiwasan ang pagbaluktot.
- Muling sukatan ang antas pagkatapos ng paghigpit, dahil ang pag-igting ng bolt ay maaaring maging sanhi ng kaunting mga paglilipat.
- Kung ang mga pagbabasa ay lumihis na lampas sa pagpapaubaya, ulitin ang proseso ng pagsasaayos ng pinong.
Pag -align ng mga rolyo
Gamit ang machine base na maayos na na -level, ang susunod na mahalagang hakbang ay upang ihanay ang mga rolyo upang matiyak ang pagkakatulad at tamang puwang.
a. Suriin ang pag -align ng tuktok at ilalim na roll
- Paikutin nang manu -mano ang mga rolyo hanggang sa makipag -ugnay sila.
- Gumamit ng isang feeler gauge upang masukat ang agwat sa pagitan ng mga rolyo sa ilang mga puntos sa buong lapad.
- Ang anumang pagkakaiba -iba ay nagpapahiwatig ng misalignment.
- Ayusin ang mga housings ng gilid o pagsuporta sa roll nang naaayon upang maihambing ang mga gaps.
b. I-verify ang pagkakahanay sa gilid ng roll (para sa 4-roll machine)
- Ang mga gilid ng rolyo ay dapat ilipat ang simetriko at maging kahanay sa tuktok na axis ng roll.
- Gumamit ng isang tagapagpahiwatig ng dial na naka -mount sa tuktok na roll upang masukat ang runout o paglihis habang ang bawat panig roll ay nakataas.
- Ayusin ang haydroliko o mechanical na sistema ng pagpoposisyon hanggang sa bumagsak ang paglihis sa loob ng pagpapaubaya.
c. Suriin ang mga roll centerlines
- Ang roll centerlines ay dapat bumuo ng isang tuwid, kahanay na linya na may base ng makina.
- Ang mga tool sa pag -align ng laser o mga naka -tension na mga wire ay maaaring magamit upang mapatunayan ang pagkakahanay na ito sa buong haba ng mga rolyo.
- Ang anumang angular na maling pag -misalignment ay maaaring maging sanhi ng mga naka -tap na mga resulta ng pag -ikot o hindi pantay na baluktot.
d. Subukan ang presyon ng contact ng roll
- Ipasok ang isang plate plate ng kilalang kapal at dahan -dahang mag -apply ng presyon.
- Suriin na ang magkabilang panig ng plato ay tumatanggap ng pantay na puwersa sa pamamagitan ng pag -obserba ng baluktot na pag -uugali.
- Kung ang isang panig ay yumuko nang higit pa, realign ang roll housings o hydraulic cylinders.
Sinusuri ang mga sistemang elektrikal at haydroliko
Ang mekanikal na pagkakahanay ay bahagi lamang ng proseso; Ang mga sangkap na elektrikal at haydroliko ay nakakaapekto rin sa pagpoposisyon at katatagan ng makina.
- Pag -synchronise ng Hydraulic Cylinder: Sa hydraulic plate rolling machine, ang parehong pag -aangat ng mga cylinders ay dapat gumana sa perpektong pag -synchronize. Ang hindi pantay na presyon ay maaaring ikiling ang mga rolyo sa panahon ng operasyon.
- Limitahan ang mga switch at sensor: Patunayan na ang mga limitasyon ng mga sensor at mga end-stop na aparato ay maayos na na-calibrate.
- Lubrication System: Tiyakin na ang mga bearings at gabay ay tumatanggap ng pantay na pagpapadulas upang mapanatili ang makinis na paggalaw sa mga pagsubok sa pag -align.
- Hydraulic Leaks: Ang anumang mga pagtagas o hangin sa system ay maaaring maging sanhi ng hindi balanseng pag -angat at pag -ikot ng mga panggigipit.
Ang pagsubok sa mga sistemang ito pagkatapos ng mekanikal na pagkakahanay ay nagsisiguro na ang makina ay nagpapanatili ng pare -pareho na geometry sa ilalim ng pag -load.
Pangwakas na pag -verify at pagliligid ng pagsubok
Matapos ang pag -align at pag -level, magsagawa ng isang pagsubok na pagsubok sa pagsubok upang kumpirmahin na ang pag -setup ay gumagawa ng pantay na mga resulta.
a. Paggulong ng isang plate plate
- Pumili ng isang plato ng katamtamang kapal (hindi sa maximum na kapasidad ng makina).
- Pakainin ito sa mga rolyo at magsagawa ng isang bahagyang pre-bend at rolling cycle.
- Sukatin ang nagresultang silindro para sa pag -ikot, pagkakapare -pareho ng diameter, at tuwid na tahi.
b. Pagsukat ng kawastuhan
- Gumamit ng isang tape o caliper upang masukat ang parehong mga dulo at ilang mga puntos kasama ang circumference ng silindro.
- Kung mayroong higit sa isang paglihis ng 1-2 mm sa pagitan ng mga dulo, suriin muli ang pagkakahanay ng roll.
- Tiyakin din na ang seam ay tuwid at hindi spiraling - isang indikasyon ng angular misalignment.
c. Dokumento ang mga resulta
- Itala ang pagbabasa ng antas, data ng pag -align ng roll, at mga pagsukat sa pagsubok sa pagsubok.
- Ang pagpapanatili ng dokumentasyong ito ay nakakatulong sa pagpapanatili, relocation, o pag -aayos.
Karaniwang mga pagkakamali sa pagkakahanay upang maiwasan
- Mga tseke ng Skipping Foundation: Kahit na ang isang maliit na hindi pantay sa sahig ay maaaring mag -distort sa frame.
- Masyadong maaga ang pag -iimpok ng mga bolts ng angkla: Laging maayos ang antas bago i-lock ang makina.
- Hindi papansin ang roll wear: Ang mga pagod na rolyo ay maaaring magbigay ng maling pagbabasa ng pagkakahanay. Suriin bago ayusin.
- Hindi pantay na presyon ng haydroliko: Nagiging sanhi ng isang panig na iangat o pindutin nang mas mahirap kaysa sa iba pa.
- Gamit ang hindi tumpak na mga tool sa leveling: Ang isang karaniwang antas ng karpintero ay hindi sapat; Kinakailangan ang mga antas ng katumpakan.
- Pagpapabaya sa mga thermal effects: Ang mga pagbabago sa temperatura ay maaaring bahagyang mababago ang pagkakahanay; Payagan ang makina na maabot ang mga nakapaligid na kondisyon bago suriin.
Mga kasanayan sa pagpapanatili upang mapanatili ang pagkakahanay
Matapos ang paunang pag -setup, ang pagpapanatili ng pagkakahanay at antas ay isang patuloy na responsibilidad.
- Regular na inspeksyon: Suriin ang antas ng makina tuwing ilang buwan o pagkatapos ng mabibigat na paggamit.
- Pagmamanman ng pundasyon: Maghanap para sa pag -aayos o pagkasira ng panginginig ng boses.
- Lubrication at paglilinis: Ang mga dumi o metal shavings ay maaaring makaapekto sa pag -upo at balanse ng roller.
- Pagsukat ng pagsuot ng roll: Pansamantalang suriin ang pagkakapareho ng diameter ng roll gamit ang micrometer.
- Mga tseke ng pagkakalibrate: Para sa CNC o hydraulic system, regular na i -verify ang pagkakalibrate ng sensor.
Tinitiyak ng pagpigil sa pag -iwas na ang mga maliliit na paglihis ay naitama bago ito makakaapekto sa kalidad ng produksyon.
Ang papel ng modernong teknolohiya sa pagkakahanay
Ang mga pagsulong sa teknolohiya ay pinasimple at pinahusay na pag -align ng plate rolling machine.
- Laser leveling system Mag-alok ng katumpakan ng antas ng micron at mas mabilis na pag-setup.
- Digital Inclinometer Payagan ang tumpak na pagsukat ng mga anggulo ng ikiling ng makina.
- CNC Calibration Software Awtomatikong nakita at binabayaran para sa bahagyang mga misalignment ng roll.
- Mga sistema ng pagsubaybay sa panginginig ng boses Tulungan makita ang kawalang -tatag ng base o kawalan ng timbang na istruktura nang maaga.
Para sa mga high-precision o malaking-scale plate rolling application, ang pagsasama ng mga tool na ito ay makabuluhang nagpapabuti sa pagkakapare-pareho at binabawasan ang downtime.
Konklusyon
Ang pag-align at pag-level ng isang plate rolling machine bago ang operasyon ay hindi lamang isang beses na pamamaraan sa pag-install-ito ay isang pundasyon na aspeto ng kalidad ng kontrol. Ang isang mahusay na antas ng base ay nagsisiguro ng katatagan ng istruktura, habang ang tamang pag-align ng roll ay ginagarantiyahan ang tumpak at paulit-ulit na mga resulta.
Ang proseso ay nagsasangkot ng maingat na paghahanda, ang paggamit ng mga tool sa pagsukat ng katumpakan, sistematikong pagsasaayos ng pag -level ng mga bolts at pagsuporta sa roll, at masusing pagsubok na may mga sample plate. Ang pagpapabaya sa mga hakbang na ito ay maaaring humantong sa mga may sira na mga produkto, nadagdagan na pagsusuot, at magastos na pag -aayos.
Sa pamamagitan ng oras ng pamumuhunan at pag-aalaga sa tamang pag-setup, maaaring ma-maximize ng mga operator ang kahusayan, palawakin ang buhay ng makina, at matiyak ang paggawa ng patuloy na kalidad na mga roll na plato at cylinders. Sa hinihingi na larangan ng pagbubuo ng metal, nagsisimula ang katumpakan sa isang antas at nakahanay na pundasyon - at ang pundasyon na iyon ay nagsisimula nang matagal bago ang unang plato ay pumapasok sa mga rolyo.








Copyright o Nantong Tengzhong Machinery Manufacturing Co., Ltd. All Rights Reserved.
